


銅鋁合金型材具有較好的導電功能電阻低,而且外觀比較美麗。具有重量輕、設備便當、價格低廉,是如今母線槽銅材最好的替代品,其運用的牢靠性及電氣機械概括功能不遜于銅;已經在國外被廣泛運用,母線槽規劃容量由400安培至5000安培不等。母線槽的母線接頭結構大多選用無孔聯接、拆裝便當、并選用雙面壓力接觸、電阻小、溫升低,導電體因受熱發生的自身脹大可以安閑縮短,無須在橫向和縱向設置熱脹大伸縮節;可廣泛用于冶金設備、機械、電子、電器、電力、能源、和日常用具等各個領域,特別是關于當時微觀經濟形勢趨緊、各行各業鬧“錢荒”出資減少或者是當銅價處在高位空間時,對各工程項目的出資本錢節省具有很大的現實意義。本文對銅鋁母線槽的鑄軋成型工藝進行研討,對銅管內部的處理、退火溫度等工藝進行分析,研討銅包鋁軋制的操控辦法。
銅包鋁母線鑄軋成型工藝比照全銅母線槽本錢更為節省,加工需求的設備減少,一起出產率更高,該工藝歸于一種比較先進的工業化金屬層狀復合型材的加工辦法。但是,該工藝在出產進程中存在銅管內壁氧化、銅包鋁母線兩周圍面開裂等問題,這也是本文對銅鋁母線槽軋制工藝研討的要害問題并提出的應對辦法。
1、銅包鋁母線槽的鑄軋原理分析
銅包鋁的軋制工藝是通過二輥可逆式軋機來完畢的,在出產加工進程中,銅包鋁棒材先進入輥縫,通過軋輥的揉捏及摩擦作用使銅鋁棒材可以發生塑形變形。銅鋁在延展進程中外表會發生撕裂及擠伸,開始完畢機械結合。在軋制進程中還要閱歷咬入、拽入、安穩階段以及軋制完畢等四個進程。下圖為銅包鋁棒材的軋制圖:
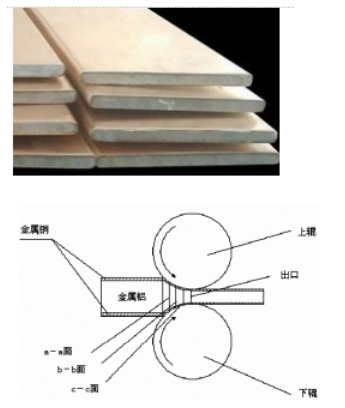
如上圖所示:銅包鋁的棒材在a-a面時進入咬入階段,棒材在該階段發生的變形比較小,使其在鑄軋時能堅持復合的程度;在進入b-b面的階段歸于拽入的階段,銅包鋁棒材受軋輥作用變形較大,而且會撕裂銅鋁之間的結合層,撕裂進程一起會開釋變形熱;在進入c-c面的進程歸于安穩軋制階段,該階段歸于軋制進程中熱量發生最多的階段,一起也是變形最大的階段,銅鋁受軋輥的揉捏外表被完全撕裂,發生的裂縫被兩種金屬互相填入,揉捏發生的熱可以促進軋制進程;一起也會松散出一部分熱量;從c-c面至出口歸于軋制工藝中的完畢階段,在該階段中,銅鋁發生的變形現已十分小了,軋輥發生的揉捏作用,更多是為了可以加強銅鋁軋制的復合作用。在軋制復合完畢后,銅鋁的結合面是通過機械結合來完畢的,其他由于銅包鋁母線在實踐運用時還需求進行剪切、折彎、沖孔等加工,所以銅包鋁母線槽復合則需求在銅鋁棒材軋制完畢后繼續進行松散退火熱處理才干一起滿足機械強度和設備拼裝要求。
2、銅包鋁母線槽軋制工藝分析
銅包鋁母線槽的軋制工藝其實便是金屬固態復合的一個進程,遭到壓力及加熱的影響,銅鋁型材之間需求進行以下三個進程:構成物理接觸、激活接觸外表、銅鋁金屬之間作用。在軋制進程前,銅鋁型材必需求進行中心退火,這對型材的軋制復合作用有很大的影響。假定中心退火的溫度比較低,則不能將銅鋁資猜中的內部應力完全消除,會對銅鋁型材的康復及再結晶進程構成倒霉的影響;假定中心退火的溫度跨過400℃時,銅鋁棒材在軋制進程中同樣會發生許多的熱,兩種結合起來會使得金屬型材發生較高的溫度,簡單使銅鋁棒材構成金屬化合物,影響到銅鋁型材的強度,降低了銅鋁金屬結合面的強度。因而,銅鋁軋制復合型材的中心退火溫度應當挑選350℃與400℃之間。
金屬銅在180℃時其外表就簡單發生氧化作用了,然后外表會變色,當加工溫度跨過銅著色溫度時,會對銅鋁復合型材的界面發生必定的損壞作用,為此,咱們在加熱進程中必需求選用必定的辦法來進行處理,在加熱中可以選用氣氛保護處理銅鋁復合型材的結合面。一般情況下,金屬的外表顯露率與軋制壓下率簡直持平。在壓下率小于其臨界值時,金屬新鮮外表的顯露率比較低,銅鋁型材的結合會遭到金屬氧化層的阻撓,對銅鋁結合會發生倒霉的影響;當壓下率跨過其臨界值時,銅鋁金屬的新鮮外表發生的結合力可以抵消金屬氧化層的阻撓作用。根據一些型材咱們也能發現,銅鋁軋制復合壓下率最少要可以達到40%以上才干將銅鋁型材真正的完畢復合,而且增大壓下率,銅鋁復合型材的強度也會明顯提高。因而,銅鋁型材的軋制工藝中最要害影響要素為銅鋁型材的壓下率。
當銅包鋁棒材挑選的鋁直徑為22mm、銅厚度為1mm時,咱們可以挑選軋輥直徑為350mm的二輥軋機,將二輥軋機的軋制速度操控在300轉/分,中心退火溫度挑選為350℃、400℃兩種,且每次退火的保溫時間至少操控在50min左右。此外,在軋制中,嚴格操控銅包鋁的板材防止其出現晃動現象,使得銅包鋁型材可以平行于軋機的檔位板順利進入軋輥。在軋制進程中必需求確保壓下量,確保當時壓下量小于前次壓下量,防止銅鋁復合型材發生較大的變形導致撕裂現象的發生。
3、軋制開裂的防治操控措施
(1)中心退火;為防止銅包鋁母線槽的周圍面發生開裂現象,咱們可以采納中心退火來進行防治。一起,為了確保銅鋁復合型材的復合作用,必需求挑選合理的中心退火溫度,通過對型材查詢以及試驗,咱們也能得知,中心退火溫度挑選為400℃時,金屬鋁的塑性較高,能有用補償金屬銅的缺點,確保銅包鋁母線槽的質量。(2)嚴格操控壓下率;上文也對壓下率進行了簡略的分析,壓下率高則銅鋁型材的復合作用越高,強度也越高,但是壓下率過高時,會對金屬鋁構成倒霉影響。通過一些試驗室的研討也能發現,第一道軋制進程的壓下率在44%左右時作用最佳,然后每道軋制程序壓下率順次下調(第二道壓下率為35%左右,第三道壓下率為31%左右,第四道壓下率為26%左右),可以取得質量最佳的銅包鋁母線槽。(3)運用化學鍍鎳層;運用化學鍍鎳處理銅管的內壁具有較好的作用,首要鍍層的厚度比較均勻,其次鍍層可以很好的與銅鋁軋制復合型材結合,而且該鍍層的硬度比較高,化學穩定性比較好,操作也比較便利,在銅包鋁母線槽的軋制中有較好的運用作用。最主要的是,化學鍍鎳層的運用可以很好的處理銅管鑄軋進程中熔穿及氧化問題,也極大的改進了銅鋁型材在契合軋制進程中抵觸變形的影響。
本文通過對銅鋁型材軋制的原理進行分析,然后對軋制進程中的中心退火溫度條件及壓下率進行了簡略的論說,對銅包鋁母線槽的軋制操控要害進行介紹,這樣也能為銅包鋁的復合軋制供應必定幫助,進而幫助咱們合理的運用各種資源,促進我國工業的展開前進,一起對區域經濟也會發生必定的促進影響。